Oil and gas refineries are highly water-intensive industrial settings, with effluent containing a significant level of pollution stemming from diverse organic and inorganic compounds. Besides adhering to discharge standards for industrial effluent, incorporating treated oil refinery effluent (ORE) into the production cycle can play a pivotal role in curbing water consumption. In recent years, there has been research into different approaches to reclaiming ORE. Yet, selecting treatment methods that are technically, economically, and environmentally effective is crucial to preventing resource waste. Therefore, this study aimed to examine the last two decades of literature on methods and technologies used for ORE treatment. Based on the inclusion criteria, the final screening included 82 studies, with acceptable agreement assessed using Cohen's inter-examiner kappa equal to 0.86. The included studies were of biological treatment (n = 27), physicochemical processes (n = 12), advanced purification processes (n = 16), membrane-based technologies (n = 15), and green technologies (n = 13). This comprehensive review showed that the advanced membrane-based techniques are effective in the removal of pollutants from ORE for several reasons, such as reducing the consumption of chemicals, high efficiency, and ease of setup and maintenance. However, combined methods with a focus on membrane-based processes (e.g. UF-RO) are the most promising options for the reclamation of ORE. Since some effluent treatment methods require the use of chemicals and energy to run, future research should focus on environmentally friendly methods and the use of renewable energy.
| Published in | American Journal of Water Science and Engineering (Volume 10, Issue 4) |
| DOI | 10.11648/j.ajwse.20241004.12 |
| Page(s) | 87-107 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2024. Published by Science Publishing Group |
Oil Refinery Effluent, Reclamation and Reuse, Wastewater Treatment, Systematic Review
Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
MBR-PMR with TiO2 | Removal of recalcitrant organic compounds | PMR with green TiO2 and recycled membrane with high efficiency and stability in removing organic matter. | Brazil, [34] | 2020 |
MBR on full-scale | Water supply required for Greenfields | MBR reduces the concentration of NH3-N to less than 0.5 ppm and reduces the potential for nitrification. | Brazil, [35] | 2013 |
Sequencing batch reactor system | Removal of phenolic compounds | High effectiveness in removing total phenols around 98%. | UAE, [36] | 2014 |
Anaerobic biofilm reactor (AnBR) | Removal of organic compounds | The significant relationship between system efficiency and bacterial diversity. The vital role of Acinetobacter and Pseudomonas bacteria in hydrocarbon degradation. Removal of COD by 80% after 11 days from the system launch. | China, [29] | 2016 |
MBR on a pilot scale | Removal of organic compounds | MBR has high efficiency in removing COD, NH3-N, turbidity, color, phenol, and toxicity and subsequently meets standards for disposal and reuse of non-potable water. | Brazil, [28] | 2017 |
Biocathode microbial desalination cell (interaction of microalgae and bacteria) | Removing the organic compounds of ORE coupled with seawater desalination and bioelectricity production | Reduction of 70% COD, 81% BOD, 67% phosphorous, 61% sulfide, 67% TDS and 62% TSS. Save 1.245 kWh/m3 of power by microbial desalination cell (MDC) | India, [37] | 2020 |
Biological treatment using Tyrosinase Enzyme produced from different microbial strains | The degradation of toxic organic pollutants | Significant removal of 95% phenol and 89% PAHs in effluent. | Nigeria, [38] | 2019 |
UASB-PBBR | Biodegradation of recalcitrant organic compounds (COD & PAHs) | COD removal efficiency in the UASB and PBBR over 118 days was 68.48% and 38.28%, respectively. Complete removal of PAHs. | Iran, [39] | 2015 |
Anoxic–aerobic sequential moving bed reactors | Removal of hydrocarbon, phenol, sulfide, and ammonia-nitrogen | The optimum HRT of 16 h for complete removals of phenol, TPH, COD, and NH3-N | India, [30] | 2017 |
Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
Submerged ultrafiltration system using hollow fiber (HF) polytetrafluoroethylene (PTFE) membranes | The removal of total petroleum hydrocarbon (TPH) | The removal efficiency of TPH was found to be more than 91%. Different fractions of petroleum and PAH compounds were reduced. | Iran, [40] | 2023 |
Continuous flow microbial fuel cell (MFC) and packages of cells with serial and parallel flow connections | COD removal and electricity generation | At HRT 45 h, COD removal increased to 87% by increasing HRT. Open-circuit voltage (OCV) produced was 760 mV in parallel flow connections (PFC). COD removal in SFC (89%) and PFC (42%). | Iran, [41] | 2020 |
Bioremediation (using Azolla pinnata var. imbricata) | Absorb Heavy Metals and Fluorides | A significant difference between the initial and final concentrations of metal ions and fluoride after using the Azolla plant. bioconcentration factor (BCF) of fluoride, zinc, cadmium, and iron ≤ 1 and BCF of lead, chromium, hexavalent chromium, and copper ≅ 1. | India, [12] | 2015 |
Bioremediation: A Review | Removal of Petroleum Contaminants | Degradation of complex petroleum chemical pollutants into simpler forms using bioremediation (through microbes, plants, or biocatalysts (via enzymatic pathways), biosorbents (use of microbial biomass), or the use of biological products (natural fibers, composite biologicals). | India, [42] | 2021 |
The use of Biosurfactants | Minimizing solid wastes | 50 mg/l of rhamnolipid reduces sludge disposal by 52%, removes COD by 81-97%. | Brazil, [43] | 2015 |
anoxic-oxic MBR on pilot scale | Removal of organic compounds | COD removal of 97.15 ± 1.85%, while oil and grease removal at 96.6 ± 2.6% | China, [44] | 2018 |
UASB | Removal of organic compounds | In four organic volumetric loading rates of 0.58, 0.89, 1.21, and 2.34 kg/m3 d, COD removal was 78, 82, 83, and 81% respectively. | Malaysia, [45] | 2012 |
Bioremediation (Photosynthetic bacteria) using effects of light intensity | Removal of pollutants and accumulation of high-value cell inclusions | 500 lx was the optimal intensity for 62.66% SCOD and 91.54% NH4+-N removal. 4000 lx was the optimal light intensity for the carotenoid, bacteriochlorophyll, and biomass production | China, [46] | 2021 |
Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
UASB reactor using RSM | Removal of organic compounds | the effluent COD was 120 mg/L, the VSS effluent was 0.4 mg/L and the biogas rate was 0.025 L biogas/L feed. | Iran, [47] | 2017 |
MBR | Removal of organic compounds | The use of oxalic acid at pH 2.5 followed by the use of NaOCl (5000ppm) increased the permeability of the membrane up to 92.7%. | Brazil, [48] | 2021 |
Phytoremediation (using Brassica juncea) muskgrass (a macroalga, Chara canescens) | Removal of Selenium | Decomposition of all accumulated SeCN(-) into other forms of SeCN | USA, [49] | 2002 |
Expanded Bed Nitrification | Nitrification | Biofilms incubated in ORE achieved higher ammonia removal than those incubated in the synthetic wastewater (SWW). | UK, [50] | 2009 |
BAC | removing PAHs and aliphatic hydrocarbons | Removal of PAH by 97% under condition contact time (24 h), temperature (24 °C), and moderate oxygen concentration (6–7 mg O2 L−1) | Sweden, [51] | 2009 |
UASB reactor | Removal of COD | 76.3% COD removal efficiency and a 0.25 L biogas/L feed d biogas production rate | Iran, [52] | 2011 |
Bioremediation | Removal of COD & BOD using Scenedesmus obliquus | Bioremediation is an effective technology in the reduction of pollutants like inorganic and organic compounds | India, [32] | 2009 |
Batch biological reactor | Removal of COD, BOD, and Acute Toxicity | removal of 93% of BOD, 77% of COD, and 27.8% EC50 | Canada, [53] | 2002 |
Biosorption | Removal of Cr, Mn, Fe, Ni, Cu, and Pb metals | Maximum uptake of cationic metal ions at pH 4-6 by immobilized P. squamosus with fungal biomass | Nigeria, [33] | 2007 |
Phytoremediation (using water hyacinth) | Removal of heavy metals | To overcome this limitation, factors such as pH, temperature, amount of water hyacinth, effluent flow and retention time, metal concentrations, and size of lagoon need also to be considered. | Malaysia, [54] | 2008 |
Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
UF-IX/MOX | Supply of makeup water for cooling towers | In the optimum pressure of 1 bar, removal efficiency of COD (57%), TDS (80%), Turbidity (94%), SiO2 (67%), Oil (88%), and HPC (99%) was achieved. | Iran, [1] | 2020 |
Comparison of hybrid UF-OMBR and MBR | oil refinery effluent treatment | The high removal efficiency for UF in UF-OMBR [COD removal (99.6)] compared to UF in conventional MBR [COD removal (66.8)] | Brazil, [63] | 2019 |
FO using NaCl as the draw solute | Desalination | SO42- rejection of 100%, CO32- rejection of 95.66 ± 0.32%, and flux recovery of 95% after CIP. | South Africa, [61] | 2021 |
UF process | Removal of turbidity and mercury to meet the discharge standard | Removal of mercury less than 1.3 ppt and turbidity to less than 0.16 NTU. | USA, [64] | 2013 |
Comparison of FO, RO, FO-RO Hybrid | Desalination of ORE to achieve effluent discharge standards | For FO (permeation flux: 3.64 ± 0.13 L/m2 h, Cl-: 35.5, SO42-: 100%, CO32-: 94.59 ± 0.32 and flux recovery of 86%. For RO (permeation flux: 2.29 ± 0.24 L/m2h, Cl- rejection: 90.5%, SO42-: 95.1%, CO32-: 97.3 ± 0.4 and flux recovery: 62.52%. The FO-RO hybrid process proved unsuccessful | South Africa, [18, 65] | 2021 |
Membrane desalination | Effluent desalination | In optimum conditions, final treated effluent by MD, the maximum amount of conductivity, COD, and chloride were 5.6 μS/cm, 4 mg/L, and less than 7 mg/L respectively. | Iran, [66] | 2022 |
Membrane process | possibility to reuse the effluent as a makeup water | UF was more efficient in reaching the makeup water. | Turkey, [17] | 2022 |
Nanofiltration membrane processes | water recycling, reuse, and product recovery: A review | NF was more efficient in ORE reclamation, recycling, reuse, and recovery applications due to its capability to separate the divalent/polyvalent ions while allowing permeation for monovalent ions and small molecules. | Malaysia, [67] | 2022 |
Micellar-enhanced ultrafiltration (MEUF) | Removal of heavy metals | Ni, Pb, Cd, and Cr decreased by 96%, 95%, 92%, and 86%, respectively | Iran, [56] | 2018 |
MF-RO | Removal of pollutants in petroleum effluents | MF-RO in the reclamation of ORE to supply water to steam boilers was efficient. | USA, [68] | 2006 |
Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
UF-NF | Removal of turbidity, COD, and Oil content, SO4-2, and NO3 | Removal of turbidity by 95%, COD (160 mg/l), Oil content (26.8 mg/l), SO4-2 (110 mg/l), and NO3 (48.4 mg/l) were agreed with the permissible limits of WHO. The Cl-1 (8900 mg/l) component was not within the allowable limits. This method is seen to be not sufficient to remove the salinity of the produced water. | Iraq, [69] | 2016 |
UF (PS membrane)-RO (PA membrane) | Desalter effluent treatment | The UF membrane as an effective pretreatment removed more than 75% of the oil content, and RO removed more than 95% of TDS | Iran, [19] | 2009 |
Membrane desalination | Removal of mercury | MF, UF, NF, and RO membranes were efficient in achieving the Hg discharge criterion (<1.3 ng/L). P≥34.5 bar had a significant effect on NF and RO flux and permeate quality. | USA, [62] | 2012 |
Hybrid UF/RO membrane using polyacrylonitrile and polyamide membranes | Removal of oil and grease content, TOC, COD, TDS and turbidity | The hybrid UF/RO system reduced 100%, 98%, 98%, 95%, and 100% in Oil and G content, TOC, COD, TDS, and turbidity, respectively. | Iran, [70] | 2011 |
Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
Electrochemical oxidation using three-dimensional multi-phase electrode | Removal of COD, salinity, and phenol | Under optimum conditions (pH: 6.5; v:12V): Removal of COD by 92.8%, and salinity (84 μS cm−1) | China, [72] | 2011 |
Electrochemical oxidation methods: using a boron-doped diamond anode, ruthenium mixed metal oxide (Ru-MMO) electrode, electro-Fenton, and electrocoagulation | Removal of COD, and phenol | Complete phenol and COD removal in almost all electrochemical methods, except electrocoagulation. The most efficient method: the electro-Fenton process followed by the electrochemical oxidation using a boron-doped diamond anode | Turkey, [73] | 2010 |
Electrochemical oxidation using graphite anodes | Removal of COD, and phenol | Under best conditions (current density 12 mA cm-2, pH 7, and NaCl: 2 gl-1, and treatment time of 60 min): COD removal by 100% and phenol removal by 99.12%. | Iraq, [74] | 2019 |
Batch ozone-photocatalytic oxidation (O3/UV/TiO2), and biological remediation by macroalgae | Removal of phenol, sulfide, COD, O&G, and ammonia | the physicochemical results showed that a combination of (O3/UV/TiO2) for 10 min followed by macroalgae depuration seems to be a good option for cost-effective treatment of produced water streams. | Brazil, [75] | 2010 |
Combination of AOPs (H2O2 photolysis and catalytic wet peroxide oxidation) | Removal of pollutants in petroleum effluents | H2O2/UVC process with LP lamp: removal of phenolic compounds, TOC, and COD was 100%, 52.3%, and 84.3%, respectively. Complete elimination of phenolic compounds, 47.6% of TOC, and 91% of COD was achieved during the H2O2/UVC process with an MP lamp. | Spain, [76] | 2016 |
Electrocoagulation: RSM design approach | Removal of turbidity, TOC, COD, TDS, and Oil content | Removal of turbidity by 84.5%, COD by 82%, TDS by 20%, and Oil content by 99%. | Iraq, [11, 77, 78] | 2023 |
Electrocoagulation Reactor Using Response Surface Method | Removal of TOC, Oil Content, and Turbidity | Removal of turbidity by 84.43%, TOC by 84%, and Oil content by 86%. | Iraq, [79, 80] | 2020 |
Ozone-Based Advanced Oxidation Processes | Reuse and Recycle Solutions | ↑ H2O2 amount to 80 mg/L, ↓ to 37.5 min →decreasing the energy and reagent consumption costs by 37%, reaching a final TOC under 4 mg/L. | Spain, [81] | 2020 |
Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
Electrocoagulation (EC) and electrochemical oxidation (EO) techniques | Removal of COD | EC (aluminum and mild steel were used as the anode): COD removal by 87% EO (ruthenium oxide-coated titanium (RuO2/Ti) was used as the anode): COD removal by 92% | India, [82] | 2013 |
Electrochemical: using boron-doped diamond anodes | Organic compounds removal | The anode could be successfully used to treat effluents containing organic compounds. The anode (which was deposited onto a niobium substrate) was not stable and showed intense pitting corrosion after 300 h of use. | Brazil, [83] | 2013 |
Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
Electrofenton process: using a porous graphite air-diffusion cathode | COD removal | COD removal efficiency: 94% with lowering specific energy consumption of 3.75 kWh/kg COD | Iraq, [86] | 2023 |
Photo-catalytic system (TiO2 and zeolite) | Removal of COD and SO42- | Removal efficiency: 92% for zeolite and 91% for TiO2, TiO2 exhibited more efficiency in terms of mixing rate and reaction time requirements. | South Africa, [94] | 2020 |
TiO2/Ag photocatalyst fixed on lightweight concrete plates | Removal and degradation of organic pollutants | COD removal under sunlight for 8 hours: 51.8% COD removal using UV-A lamps: 76.3% | Iran, [95] | 2021 |
Photo-ferrioxalate and Fenton’s reactions with UF step | Removal of pollutants | Removal of COD, phenol, sulfides, TSS, turbidity, and color, were 94%, <0.5 mg/L, <0.2 mg/L, <1 mg/L, 2 NTU, and 254 Pt-Co, respectively. | Mexico, [96] | 2015 |
Photovoltaic cell electro-Fenton oxidation | Removal of organic compounds | More than 98% removal of organic content and 39.67 kWh/m3 for the consumption of energy. | Iraq, [93] | 2020 |
Nano-TiO2-Induced Photocatalysis | Removal of TPH | The use of solar light with doped TiO2 can replace UV light, which has a much higher energy consumption. Light-emitting diode light can also be an option because of its higher electron-photon conversion rate. | Canada, [97] | 2017 |
Zinc Oxide Nano Particle as Catalyst in Batch and Continuous Systems | Removal of Oil content | Removal efficiency of the Oil content of the ZnO/UV was 80% at 20 mL/min and irradiation time 120 min. | Iraq, [98] | 2021 |
Photo Fenton Reagent | Removal of Phenol and Benzene | The optimum ratio of Fenton Reagent is Fe: H2O2=l:25, at a COD reduction of 53.8%. The optimum temperature for operating a photo-Fenton reaction is 40°C, at a COD reduction of 68%. | Malaysia, [92] | 2004 |
A semiconductor (ZnO, TiO2, and Al2O3) in the presence of solar as source of energy | Removal of oil content | Removal of oil content by ZnO, TiO2, and Al2O3 were 95.2 % and 92.11%, 80.7%, respectively. | Pakistan, [85] | 2018 |
AnBR | Anaerobic Biofilm Reactor |
AOPs | Advanced Oxidation Processes |
BAC | Biologically Activated Carbon |
BCF | Bioconcentration Factor |
BOD | Biological Oxygen Demand |
CIP | Clean in Place |
COD | Chemical Oxygen Demand |
EAOPs | Electrochemical Advanced Oxidation Processes |
EC | Electrocoagulation |
ECR | Electrocoagulation Reactor |
EO | Electro-Oxidation |
FO | Forward Osmosis |
HCs | Hydrocarbons |
HF | Hollow Fiber |
HPC | Heterotrophic Plate Count |
HRT | Hydraulic Retention Time |
IX | Ion Exchange |
IXMB | Mixed Bed Ion Exchange |
MBR | Membrane Bioreactors |
MD | Membrane Desalination |
MDC | Microbial Desalination Cell |
MF | Microfiltration |
MFC | Microbial Fuel Cells |
MOX | Multi-Oxidant Disinfectant |
NF | Nanofiltration |
NH3-N | Nitrogen Content of the Ammonia |
O&G | Oil and Grease |
OCV | Open-Circuit Voltage |
OMBR | Osmotic Membrane Bioreactor |
ORE | Oil Refinery Effluent |
PA | Polyamide |
PAHs | Polycyclic Aromatic Hydrocarbons |
PBBR | Packed-Bed BIOFILM reactor |
PFC | Parallel Flow Connections |
PMR | Photocatalytic Membrane Reactor |
PS | Polysulfone |
PTFE | Polytetrafluoroethylene |
RO | Reverse Osmosis |
RSM | Response Surface Methodology |
SFC | Serial Flow Connections |
SS | Suspended Solids |
TDS | Total Dissolved Solids |
TiO2 | Titanium Dioxide |
TOC | Total Organic Carbon |
TPH | Total Petroleum Hydrocarbon |
UASB | Up-Flow Anaerobic Sludge Blanket |
UF | Ultrafiltration |
UWRs | Unconventional Water Resources |
| [1] | Hashemi F, Hashemi H, Shahbazi M, Dehghani M, Hoseini M, Shafeie A. Reclamation of real oil refinery effluent as makeup water in cooling towers using ultrafiltration, ion exchange and multioxidant disinfectant. Water Resour Ind. 2020; 23: 100123. |
| [2] | Issaoui M, Jellali S, Zorpas AA, Dutournie P. Membrane technology for sustainable water resources management: Challenges and future projections. Sustain Chem Pharm. 2022; 25: 100590. |
| [3] | Karimidastenaei Z, Avellán T, Sadegh M, Kløve B, Haghighi AT. Unconventional water resources: Global opportunities and challenges. Sci Total Environ. 2022; 827: 154429. |
| [4] | Kummu M, Ward PJ, De Moel H, Varis O. Is physical water scarcity a new phenomenon? Global assessment of water shortage over the last two millennia. Environ Res Lett. 2010; 5(3): 34006. |
| [5] | Macedonio F, Drioli E, Gusev AA, Bardow A, Semiat R, Kurihara M. Efficient technologies for worldwide clean water supply. Chem Eng Process Process Intensif. 2012; 51: 2–17. |
| [6] | Gosling SN, Arnell NW. A global assessment of the impact of climate change on water scarcity. Clim Change. 2016; 134: 371–85. |
| [7] | Yazdandoost F, Noruzi MM, Yazdani SA. Sustainability assessment approaches based on water energy Nexus: Fictions and nonfictions about non-conventional water resources. Sci Total Environ. 2021; 758: 143703. |
| [8] | Hashemi F, Hashemi H, Abbasi A, Schreiber ME. Life cycle and economic assessments of petroleum refineries wastewater recycling using membrane, resin and on site disinfection (UF/IXMB-MOX) processes. Process Saf Environ Prot. 2022; 162: 419–25. |
| [9] | Moser PB, Ricci BC, Reis BG, Neta LSF, Cerqueira AC, Amaral MCS. Effect of MBR-H2O2/UV Hybrid pre-treatment on nanofiltration performance for the treatment of petroleum refinery wastewater. Sep Purif Technol. 2018; 192: 176–84. |
| [10] | Obotey Ezugbe E, Rathilal S. Membrane technologies in wastewater treatment: a review. Membranes (Basel). 2020; 10(5): 89. |
| [11] | Jasim MA, AlJaberi FY, Salman AD, Alardhi SM, Le PC, Kulcsár G, et al. Studying the effect of reactor design on the electrocoagulation treatment performance of oily wastewater. Heliyon. 2023; 9(7). |
| [12] | Parikh PS, Mazumder SK. Capacity of Azolla pinnata var. imbricata to absorb heavy metals and fluorides from the wastewater of oil and petroleum refining industry at Vadodara. Int J Allied Pract Res Rev. 2015; 2: 37–43. |
| [13] | Pintar A, Batista J, Levec J. Integrated ion exchange/catalytic process for efficient removal of nitrates from drinking water. Chem Eng Sci. 2001; 56(4): 1551–9. |
| [14] | Valverde JL, De Lucas A, Carmona M, Pérez JP, González M, Rodríguez JF. Minimizing the environmental impact of the regeneration process of an ion exchange bed charged with transition metals. Sep Purif Technol. 2006; 49(2): 167–73. |
| [15] | Bhattacharya P, Roy A, Sarkar S, Ghosh S, Majumdar S, Chakraborty S, et al. Combination technology of ceramic microfiltration and reverse osmosis for tannery wastewater recovery. Water Resour Ind. 2013; 3: 48–62. |
| [16] | Nadjafi M, Reyhani A, Al Arni S. Feasibility of treatment of refinery wastewater by a pilot scale MF/UF and UF/RO system for reuse at boilers and cooling towers. J Water Chem Technol. 2018; 40: 167–76. |
| [17] | Al-Nidawi W. Evaluation of refinery wastewater treatment plant and studying possibility to reuse the effluent as a makeup for cooling tower system. Altınbaş Üniversitesi/Lisansüstü Eğitim Enstitüsü; 2022. |
| [18] | Ezugbe EO. Desalination of a local oil refinery effluent to meet discharge limits. 2021. |
| [19] | Norouzbahari S, Roostaazad R, Hesampour M. Crude oil desalter effluent treatment by a hybrid UF/RO membrane separation process. Desalination. 2009; 238(1–3): 174–82. |
| [20] | Jeong S, Naidu G, Leiknes T, Vigneswaran S. Membrane biofouling: Biofouling assessment and reduction strategies in seawater reverse osmosis desalination. In Elsevier BV; 2017. |
| [21] | Judd SJ. The status of industrial and municipal effluent treatment with membrane bioreactor technology. Chem Eng J. 2016; 305: 37–45. |
| [22] | F. Hashemi HH. A Practical Integrative Method For Technical Assembly, Lca, and Lcc Analysis of Advanced Processes in Recovery Oil Plant Unit Effluent Reclamation. Available SSRN. 2023; |
| [23] | Hashemi H, Hashemi F, Young S, Rosti F. Minimization and optimization of water consumption in an oil refinery using water pinch analysis: A case study in Iran. Water Resour Ind. 2024; 31: 100254. |
| [24] | Sarmadi M, Foroughi M, Najafi Saleh H, Sanaei D, Zarei AA, Ghahrchi M, et al. Efficient technologies for carwash wastewater treatment: a systematic review. Environ Sci Pollut Res. 2020; 27(28): 34823–39. |
| [25] | Sun Y, Liu N, Shang J, Zhang J. Sustainable utilization of water resources in China: A system dynamics model. J Clean Prod. 2017; 142: 613–25. |
| [26] | Arabzadeh M, Eslamidoost Z, Rajabi S, Hashemi H, Aboulfotoh A, Rosti F, et al. Wastewater quality index (WWQI) as an indicator for the assessment of sanitary effluents from the oil and gas industries for reliable and sustainable water reuse. Groundw Sustain Dev. 2023; 23: 101015. |
| [27] | Passos F, Hernandez-Marine M, García J, Ferrer I. Long-term anaerobic digestion of microalgae grown in HRAP for wastewater treatment. Effect of microwave pretreatment. Water Res. 2014; 49: 351–9. |
| [28] | Alkmim AR, Da Costa PR, Moser PB, Neta LSF, Santiago VMJ, Cerqueira AC, et al. Potential use of membrane bioreactor to treat petroleum refinery effluent: comprehension of dynamic of organic matter removal, fouling characteristics and membrane lifetime. Bioprocess Biosyst Eng. 2017; 40: 1839–50. |
| [29] | Dong H, Dong H, Zhang Z, Sun S, Wang W, Ke M, et al. Microbial community dynamics in an anaerobic biofilm reactor treating heavy oil refinery wastewater. RSC Adv. 2016; 6(109): 107442–51. |
| [30] | Mallick SK, Chakraborty S. Treatment of synthetic refinery wastewater in anoxic–aerobic sequential moving bed reactors and sulphur recovery. J Environ Sci Heal Part A. 2017; 52(13): 1257–68. |
| [31] | Musa NM, Suleiman ADI. Bioremediation of petroleum refinery wastewater effluent via augmented native microbes. J Emerg Trends Eng Appl Sci. 2015; 6(1): 1–6. |
| [32] | Rajasulochana P, Dhamotharan R, Murugesan S, Rama Chandra Murthy A. Bioremediation of oil refinery effluent by using Scenedesmus obliquus. J Am Sci. 2009; 5(4): 17–22. Bioelectrochemistry. 2020; 134: 107535. |
| [33] | Imam A, Kanaujia PK, Ray A, Suman SK. Removal of petroleum contaminants through bioremediation with integrated concepts of resource recovery: a review. Indian J Microbiol. 2021; 61: 250–61. |
| [34] | Alexandre VMF, de Castro TMS, de Araújo L V, Santiago VMJ, Freire DMG, Cammarota MC. Minimizing solid wastes in an activated sludge system treating oil refinery wastewater. Chem Eng Process Process Intensif. 2016; 103: 53–62. |
| [35] | Abass OK, Fang F, Zhuo M, Zhang K. Integrated interrogation of causes of membrane fouling in a pilot-scale anoxic-oxic membrane bioreactor treating oil refinery wastewater. Sci Total Environ. 2018; 642: 77–89. |
| [36] | Gasim HA, Kutty SRM, Isa MH, Isa MPM. Treatment of petroleum refinery wastewater by using UASB reactors. Int J Environ Ecol Eng. 2012; 6(2): 58–61. |
| [37] | Sun Y, Li X, Xie H, Liu G. Removal of pollutants and accumulation of high-value cell inclusions in heavy oil refinery wastewater treatment system using Rhodopseudomonas and Pseudomonas: Effects of light intensity. Chem Eng J. 2022; 430: 132586. |
| [38] | Rastegar SO, Mousavi SM, Shojaosadati SA, Sheibani S. Kinetic constants determination of petroleum refinery effluent treatment in a UASB reactor using RSM. Environ Eng Manag J. 2017; 16(1). |
| [39] | Lebron YAR, Moreira VR, da Costa PR, Alkmin AR, de França Neta LS, Cerqueira AC, et al. Chemical cleaning procedures on permeability recovery and lifespan of MBR membranes treating petroleum refinery wastewater: From bench-to pilot-scale applications. J Water Process Eng. 2021; 44: 102411. |
| [40] | De Souza MP, Pickering IJ, Walla M, Terry N. Selenium assimilation and volatilization from selenocyanate-treated Indian mustard and muskgrass. Plant Physiol. 2002; 128(2): 625–33. |
| [41] | Akhidime ID. Aspects of Expanded Bed Nitrification Including Treatment of Oil Refinery Wastewaters. Manchester Metropolitan University; 2009. |
| [42] | Augulyte L, Kliaugaite D, Racys V, Jankunaite D, Zaliauskiene A, Bergqvist PA, et al. Multivariate analysis of a biologically activated carbon (BAC) system and its efficiency for removing PAHs and aliphatic hydrocarbons from wastewater polluted with petroleum products. J Hazard Mater. 2009; 170(1): 103–10. |
| [43] | Rastegar SO, Mousavi SM, Shojaosadati SA, Sheibani S. Optimization of petroleum refinery effluent treatment in a UASB reactor using response surface methodology. J Hazard Mater. 2011; 197: 26–32. |
| [44] | Sarathy BP, Hoy PM, Duff SJB. Removal of oxygen demand and acute toxicity during batch biological treatment of a petroleum refinery effluent. Water Qual Res J. 2002; 37(2): 399–411. |
| [45] | Ismail Z, Beddri AM. Potential of water hyacinth as a removal agent for heavy metals from petroleum refinery effluents. Water Air Soil Pollut. 2009; 199: 57–65. |
| [46] | Jamal MT, Pugazhendi A. Degradation of petroleum hydrocarbons and treatment of refinery wastewater under saline condition by a halophilic bacterial consortium enriched from marine. 3 Biotech. 2018, 8(276). |
| [47] |
Wuyep PA, Chuma AG, Awodi S, Nok AJ. Biosorption of Cr, Mn, Fe, Ni, Cu and Pb metals from petroleum refinery effluent by calcium alginate immobilized mycelia of Polyporus squamosus. Sci Res Essay. 2007; 2(7): 217–21.
https://hero.epa.gov/hero/index.cfm/reference/details/reference_id/536564 |
| [48] | De Oliveira CPM, Viana MM, Silva GR, Lima LSF, de Paula EC, Amaral MCS. Potential use of green TiO2 and recycled membrane in a photocatalytic membrane reactor for oil refinery wastewater polishing. J Clean Prod. 2020; 257: 120526. |
| [49] | Cerqueira AC, Lopes T, Santiago V, Vallero M, Trovati J, Arntsen B, et al. Design and performance of the first full scale membrane bioreactor plant treating oil refinery effluent in Brazil. In: WEFTEC 2013. Water Environment Federation; 2013. |
| [50] | Al Hashemi W, Maraqa MA, Rao M V, Hossain MM. Characterization and removal of phenolic compounds from condensate-oil refinery wastewater. Desalin Water Treat. 2015; 54(3): 660–71. |
| [51] | Ashwaniy VR V, Perumalsamy M, Pandian S. Enhancing the synergistic interaction of microalgae and bacteria for the reduction of organic compounds in petroleum refinery effluent. Environ Technol Innov. 2020; 19: 100926. |
| [52] | Osuoha JO, Abbey BW, Egwim EC, Nwaichi EO. Production and characterization of tyrosinase enzyme for enhanced treatment of organic pollutants in petroleum refinery effluent. In: SPE Nigeria Annual International Conference and Exhibition. SPE; 2019. p. D033S021R002. |
| [53] | Nasirpour N, Mousavi SM, Shojaosadati SA. Biodegradation potential of hydrocarbons in petroleum refinery effluents using a continuous anaerobic-aerobic hybrid system. Korean J Chem Eng. 2015; 32: 874–81. |
| [54] | Keyvan Hosseini P. EXPERIMENTAL INVESTIGATION OF A PILOT-SCALE MEMBRANE FILTRATION SYSTEM FOR OILY WASTEWATER TREATMENT. 2022; |
| [55] | Kadivarian M, Dadkhah AA, Esfahany MN. Oily wastewater treatment by a continuous flow microbial fuel cell and packages of cells with serial and parallel flow connections. environment (Red Sea), Jeddah, Saudi Arabia. 3 Biotech. 2018; 8: 1–10. |
| [56] | Hashemi F, Hashemi H, Dehghani M, Hoseini M. Removal of heavy metals from oil refinery effluent by micellar-enhanced ultrafiltration (MEUF). J Heal Sci Surveill Syst. 2018; 6(3): 123–9. |
| [57] | Bailey SE, Olin TJ, Bricka RM, Adrian DD. A review of potentially low-cost sorbents for heavy metals. Water Res. 1999; 33(11): 2469–79. |
| [58] | Foureaux AFS, Moreira VR, Lebron YAR, de Souza Santos LV, Amaral MCS. A sustainable solution for fresh-water demand in mining sectors: Process water reclamation from POX effluent by membrane distillation. Sep Purif Technol. 2021; 256: 117797. |
| [59] | Santos AV, Lin ARA, Amaral MCS, Oliveira SMAC. Improving control of membrane fouling on membrane bioreactors: A data-driven approach. Chem Eng J. 2021; 426: 131291. |
| [60] | Ramachandran SK, Sathishkumar P. Membrane-based techniques for pollutants removal: an outlook on recent advancements. Curr Opin Environ Sci Heal. 2023; 100513. |
| [61] | Ezugbe EO, Kweinor Tetteh E, Rathilal S, Asante-Sackey D. Assessment of forward osmosis in pro mode during desalination of a local oil refinery effluent. Membranes (Basel). 2021; 11(11): 801. |
| [62] | Urgun-Demirtas M, Benda PL, Gillenwater PS, Negri MC, Xiong H, Snyder SW. Achieving very low mercury levels in refinery wastewater by membrane filtration. J Hazard Mater. 2012; 215: 98–107. |
| [63] | Moser PB, Bretas C, Paula EC, Faria C, Ricci BC, Cerqueira ACFP, et al. Comparison of hybrid ultrafiltration-osmotic membrane bioreactor and conventional membrane bioreactor for oil refinery effluent treatment. Chem Eng J. 2019; 378: 121952. |
| [64] | Urgun-Demirtas M, Negri MC, Gillenwater PS, Nnanna AGA, Yu J. Meeting world’s most stringent Hg criterion: A pilot-study for the treatment of oil refinery wastewater using an ultrafiltration membrane process. J Environ Manage. 2013; 117: 65–75. |
| [65] | EO E, Rathilal S, Ishwarlall S, Tetteh K. Removal of Cl−, SO4 2− and CO3 2− Salts from Oil Refinery Effluent Using Forward Osmosis. In: Proceedings of the 18th JOHANNESBURG International Conference on Science, Engineering, Technology & Waste Management (SETWM-20), Johannesburg, South Africa. 2020. p. 16–7. |
| [66] | Jalayer M, Gougol M, Alizadehfard MR. MEMBRANE DISTILLATION AS AN ENVIRONMENTALLY FRIENDLY DESALINATION SYSTEM FOR PETROLEUM REFINERY’S WASTEWATER REUSE–A TECHNICAL AND ENVIRONMENTAL CASE STUDY. Conf IDA 2022 Sydney. 2022; |
| [67] | Ahmad NNR, Ang WL, Teow YH, Mohammad AW, Hilal N. Nanofiltration membrane processes for water recycling, reuse and product recovery within various industries: A review. J Water Process Eng. 2022; 45: 102478. |
| [68] | Lopez DC, Lee JR, Hu LH, Clark J, Reddy S. High-Purity Water from Wastewater… A “Rare” Opportunity. In: WEFTEC 2006. Water Environment Federation; 2006. p. 126–38. |
| [69] |
Sherhan BY, Abbas AD, Alsalhy QF, Rashad AA, Rashad ZW, Shawkat AA, et al. Produced water treatment using ultrafiltration and nanofiltration membranes. Al-Khwarizmi Eng J. 2016; 12(3): 10–8.
https://alkej.uobaghdad.edu.iq/index.php/alkej/article/view/304 |
| [70] | Salahi A, Badrnezhad R, Abbasi M, Mohammadi T, Rekabdar F. Oily wastewater treatment using a hybrid UF/RO system. Desalin water Treat. 2011; 28(1–3): 75–82. |
| [71] | Cesaro A, Naddeo V, Belgiorno V. Wastewater treatment by combination of advanced oxidation processes and conventional biological systems. J Bioremediation Biodegrad. 2013; 4(8): 1–8. |
| [72] | Yan L, Ma H, Wang B, Wang Y, Chen Y. Electrochemical treatment of petroleum refinery wastewater with three-dimensional multi-phase electrode. Desalination. 2011; 276(1–3): 397–402. |
| [73] | Yavuz Y, Koparal AS, Öğütveren ÜB. Treatment of petroleum refinery wastewater by electrochemical methods. Desalination. 2010; 258(1–3): 201–5. |
| [74] | Sarhan Jawad S, H Abbar A. Treatment of petroleum refinery wastewater by electrochemical oxidation using graphite anodes. AL-Qadisiyah J Eng Sci. 2019; 12(3): 144–50. |
| [75] | Corrêa AXR, Tiepo EN, Somensi CA, Sperb RM, Radetski CM. Use of ozone-photocatalytic oxidation (O 3/UV/TiO 2) and biological remediation for treatment of produced water from petroleum refineries. J Environ Eng. 2010; 136(1): 40–5. |
| [76] | Rueda-Márquez JJ, Levchuk I, Salcedo I, Acevedo-Merino A, Manzano MA. Post-treatment of refinery wastewater effluent using a combination of AOPs (H2O2 photolysis and catalytic wet peroxide oxidation) for possible water reuse. Comparison of low and medium pressure lamp performance. Water Res. 2016; 91: 86–96. |
| [77] | Jasim MA, AlJaberi FY. Investigation of oil content removal performance in real oily wastewater treatment by electrocoagulation technology: RSM design approach. Results Eng. 2023; 18: 101082. |
| [78] | Jasim MA, AlJaberi FY. Removal of COD from real oily wastewater by electrocoagulation using a new configuration of electrodes. Environ Monit Assess. 2023; 195(6): 1–17. |
| [79] | AlJabery FY, Ahmed SA, Makki HF. Electrocoagulation treatment of high saline oily wastewater: evaluation and optimization. Heliyon, 6 (6), e03988. 2020. |
| [80] | AlJaberi FY, Abdulmajeed BA, Hassan AA, Ghadban ML. Assessment of an electrocoagulation reactor for the removal of oil content and turbidity from real oily wastewater using response surface method. Recent Innov Chem Eng (Formerly Recent Patents Chem Eng. 2020; 13(1): 55–71. |
| [81] | Demir-Duz H, Aktürk AS, Ayyildiz O, Álvarez MG, Contreras S. Reuse and recycle solutions in refineries by ozone-based advanced oxidation processes: A statistical approach. J Environ Manage. 2020; 263: 110346. |
| [82] | Ibrahim DS. Treatment of Petroleum Refinery Effluent Using Electrochemical Techniques. PH. D. thesis; 2013. Souza RBA, Ruotolo LAM. Electrochemical treatment of oil refinery effluent using boron-doped diamond anodes. J Environ Chem Eng. 2013; 1(3): 544–51. |
| [83] | Mohammadi L, Rahdar A, Bazrafshan E, Dahmardeh H, Susan MABH, Kyzas GZ. Petroleum hydrocarbon removal from wastewaters: a review. Processes. 2020; 8(4): 447. |
| [84] | Hassan AA, Naeem HT, Hadi RT. Degradation of oily waste water in aqueous phase using solar (ZnO, TiO2 and Al2O3) catalysts. Pakistan J Biotechnol. 2018; 15(4): 927–34. |
| [85] | Jiad MM, Abbar AH. Treatment of petroleum refinery wastewater by electrofenton process using a low cost porous graphite air-diffusion cathode with a novel design. Chem Eng Res Des. 2023; 193: 207–21. |
| [86] | Yavuz Y, Koparal AS, Öğütveren ÜB. Phenol degradation in a bipolar trickle tower reactor using boron-doped diamond electrode. J Environ Eng. 2008; 134(1): 24–31. |
| [87] | Yadav D, Das RK, Saxena S, Shukla S. OGF nanocomposite foam for enhanced recyclability and oil recovery. J Clean Prod. 2023; 411: 137266. |
| [88] | Barzegar G, Wu J, Ghanbari F. Enhanced treatment of greywater using electrocoagulation/ozonation: investigation of process parameters. Process Saf Environ Prot. 2019; 121: 125–32. |
| [89] | Mondal B, Srivastava VC, Kushwaha JP, Bhatnagar R, Singh S, Mall ID. Parametric and multiple response optimization for the electrochemical treatment of textile printing dye-bath effluent. Sep Purif Technol. 2013; 109: 135–43. |
| [90] | Vahid B, Khataee A. Photoassisted electrochemical recirculation system with boron-doped diamond anode and carbon nanotubes containing cathode for degradation of a model azo dye. Electrochim Acta. 2013; 88: 614–20. |
| [91] | Syarizan M. Removal of Phenol and Benzene Using Photo Fenton Reagent. 2004; |
| [92] | Atiyah AS, Al-Samawi AAA, Hassan AA. Photovoltaic cell electro-Fenton oxidation for treatment oily wastewater. In: AIP Conference Proceedings. AIP Publishing; 2020. |
| [93] | Tetteh EK, Obotey Ezugbe E, Rathilal S, Asante-Sackey D. Removal of COD and SO42− from oil refinery wastewater using a photo-catalytic system—comparing tio2 and zeolite efficiencies. Water. 2020; 12(1): 214. |
| [94] | Delnavaz M, Bos’ hagh MA. Photocatalytic treatment of real oil refinery wastewater using TiO2/Ag-doped nanoparticles. Sharif J Civ Eng. 2021; 37(2.1): 121–9. |
| [95] | Estrada-Arriaga EB, Zepeda-Aviles JA, García-Sánchez L. Post-treatment of real oil refinery effluent with high concentrations of phenols using photo-ferrioxalate and Fenton’s reactions with membrane process step. Chem Eng J. 2016; 285: 508–16. |
| [96] | Liu B, Chen B, Zhang B. Oily wastewater treatment by nano-TiO2-induced photocatalysis: seeking more efficient and feasible solutions. IEEE Nanotechnol Mag 11 (3): 4–15. 2017. |
| [97] | Alkhazraji HAJ, Alatabe MJA. Oil recovery from oilfield produced water using zinc oxide nano particle as catalyst in batch and continuous system. J Ecol Eng. 2021; 22(8). |
| [98] | Yan L, Ma H, Wang B, Mao W, Chen Y. Advanced purification of petroleum refinery wastewater by catalytic vacuum distillation. J Hazard Mater. 2010; 178(1–3): 1120–4. |
| [99] | Keane DA, McGuigan KG, Ibáñez PF, Polo-López MI, Byrne JA, Dunlop PSM, et al. Solar photocatalysis for water disinfection: materials and reactor design. Catal Sci Technol. 2014; 4(5): 1211–26. |
| [100] | Liu B, Zheng JS, Chen B, Zhang BY. A preliminary study on nano-catalyst enhanced heterogeneous photodegradation of polycyclic aromatic hydrocarbons (PAHs) in produced water. In: Proceedings of the 36th AMOP Technical Seminar on Environmental Contamination and Response. 2013. p. 4–6. |
| [101] | Ni L, Li Y, Zhang C, Li L, Zhang W, Wang D. Novel floating photocatalysts based on polyurethane composite foams modified with silver/titanium dioxide/graphene ternary nanoparticles for the visible-light-mediated remediation of diesel-polluted surface water. J Appl Polym Sci. 2016; 133(19). |
| [102] | Khodakarami M, Bagheri M. Recent advances in synthesis and application of polymer nanocomposites for water and wastewater treatment. J Clean Prod. 2021; 296: 126404. |
| [103] | Umejuru EC, Mashifana T, Kandjou V, Amani-Beni M, Sadeghifar H, Fayazi M, et al. Application of zeolite based nanocomposites for wastewater remediation: Evaluating newer and environmentally benign approaches. Environ Res. 2023; 231: 116073. |
| [104] | Zahmatkesh S, Hajiaghaei-Keshteli M, Bokhari A, Sundaramurthy S, Panneerselvam B, Rezakhani Y. Wastewater treatment with nanomaterials for the future: A state-of-the-art review. Environ Res. 2023; 216: 114652. |
| [105] | Yadav S, Kamsonlian S. A review of electrochemical methods for treatment of wastewater. Mater Today Proc. 2023; 78: 36–9. |
| [106] | Hesas RH, Baei MS, Rostami H, Gardy J, Hassanpour A. An investigation on the capability of magnetically separable Fe3O4/mordenite zeolite for refinery oily wastewater purification. J Environ Manage. 2019; 241: 525–34. |
| [107] | Mohamed A. Cobalt Ferrite Nano-composites for the oxidation of Phenols in oil refinery wastewater. 2022. |
APA Style
Hashemi, F., Young, S., Hashemi, H., Leiviskä, T., Shafea, L., et al. (2024). Water Footprint Reduction in Oil and Gas Refineries Through Water Reuse: A Systematic Review. American Journal of Water Science and Engineering, 10(4), 87-107. https://doi.org/10.11648/j.ajwse.20241004.12
ACS Style
Hashemi, F.; Young, S.; Hashemi, H.; Leiviskä, T.; Shafea, L., et al. Water Footprint Reduction in Oil and Gas Refineries Through Water Reuse: A Systematic Review. Am. J. Water Sci. Eng. 2024, 10(4), 87-107. doi: 10.11648/j.ajwse.20241004.12
@article{10.11648/j.ajwse.20241004.12,
author = {Fallah Hashemi and Stephanie Young and Hassan Hashemi and Tiina Leiviskä and Leila Shafea and Marjan Hajivand and Babak Pouladi Borj},
title = {Water Footprint Reduction in Oil and Gas Refineries Through Water Reuse: A Systematic Review
},
journal = {American Journal of Water Science and Engineering},
volume = {10},
number = {4},
pages = {87-107},
doi = {10.11648/j.ajwse.20241004.12},
url = {https://doi.org/10.11648/j.ajwse.20241004.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajwse.20241004.12},
abstract = {Oil and gas refineries are highly water-intensive industrial settings, with effluent containing a significant level of pollution stemming from diverse organic and inorganic compounds. Besides adhering to discharge standards for industrial effluent, incorporating treated oil refinery effluent (ORE) into the production cycle can play a pivotal role in curbing water consumption. In recent years, there has been research into different approaches to reclaiming ORE. Yet, selecting treatment methods that are technically, economically, and environmentally effective is crucial to preventing resource waste. Therefore, this study aimed to examine the last two decades of literature on methods and technologies used for ORE treatment. Based on the inclusion criteria, the final screening included 82 studies, with acceptable agreement assessed using Cohen's inter-examiner kappa equal to 0.86. The included studies were of biological treatment (n = 27), physicochemical processes (n = 12), advanced purification processes (n = 16), membrane-based technologies (n = 15), and green technologies (n = 13). This comprehensive review showed that the advanced membrane-based techniques are effective in the removal of pollutants from ORE for several reasons, such as reducing the consumption of chemicals, high efficiency, and ease of setup and maintenance. However, combined methods with a focus on membrane-based processes (e.g. UF-RO) are the most promising options for the reclamation of ORE. Since some effluent treatment methods require the use of chemicals and energy to run, future research should focus on environmentally friendly methods and the use of renewable energy.
},
year = {2024}
}
TY - JOUR T1 - Water Footprint Reduction in Oil and Gas Refineries Through Water Reuse: A Systematic Review AU - Fallah Hashemi AU - Stephanie Young AU - Hassan Hashemi AU - Tiina Leiviskä AU - Leila Shafea AU - Marjan Hajivand AU - Babak Pouladi Borj Y1 - 2024/11/12 PY - 2024 N1 - https://doi.org/10.11648/j.ajwse.20241004.12 DO - 10.11648/j.ajwse.20241004.12 T2 - American Journal of Water Science and Engineering JF - American Journal of Water Science and Engineering JO - American Journal of Water Science and Engineering SP - 87 EP - 107 PB - Science Publishing Group SN - 2575-1875 UR - https://doi.org/10.11648/j.ajwse.20241004.12 AB - Oil and gas refineries are highly water-intensive industrial settings, with effluent containing a significant level of pollution stemming from diverse organic and inorganic compounds. Besides adhering to discharge standards for industrial effluent, incorporating treated oil refinery effluent (ORE) into the production cycle can play a pivotal role in curbing water consumption. In recent years, there has been research into different approaches to reclaiming ORE. Yet, selecting treatment methods that are technically, economically, and environmentally effective is crucial to preventing resource waste. Therefore, this study aimed to examine the last two decades of literature on methods and technologies used for ORE treatment. Based on the inclusion criteria, the final screening included 82 studies, with acceptable agreement assessed using Cohen's inter-examiner kappa equal to 0.86. The included studies were of biological treatment (n = 27), physicochemical processes (n = 12), advanced purification processes (n = 16), membrane-based technologies (n = 15), and green technologies (n = 13). This comprehensive review showed that the advanced membrane-based techniques are effective in the removal of pollutants from ORE for several reasons, such as reducing the consumption of chemicals, high efficiency, and ease of setup and maintenance. However, combined methods with a focus on membrane-based processes (e.g. UF-RO) are the most promising options for the reclamation of ORE. Since some effluent treatment methods require the use of chemicals and energy to run, future research should focus on environmentally friendly methods and the use of renewable energy. VL - 10 IS - 4 ER -
Student Research Committee, Shiraz University of Medical Sciences, Shiraz, Iran
Department of Environmental Systems Engineering, University of Regina, Regina, Canada; Institute for Energy, Environment and Sustainable Communities, Regina, Canada
Research Center for Health Sciences, Institute of Health, Department of Environmental Health Engineering, School of Health, Shiraz University of Medical Sciences, Shiraz, Iran
Chemical Process Engineering, University of Oulu, Oulu, Finland
Institute of Soil Science, Leibniz University of Hannover, Hannover, Germany
Energy and Environment Faculty, Niroo Research Institute (NRI), Tehran, Iran
Research and Development Department, South Pars Gas Complex (SPGC), Asaluyeh, Iran
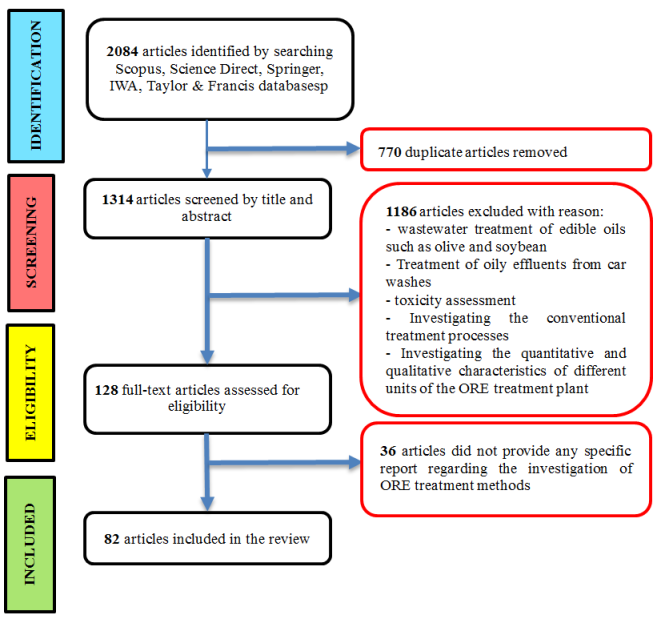
Figure 1. Search flow diagram.
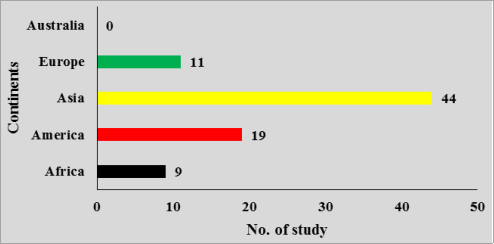
Figure 2. Geographical distribution of the included studies by continents.
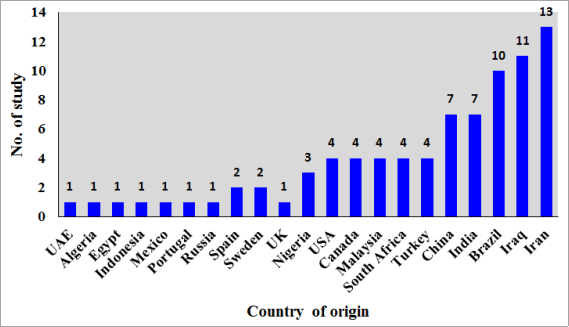
Figure 3. Geographical distribution of the included studies by countries.
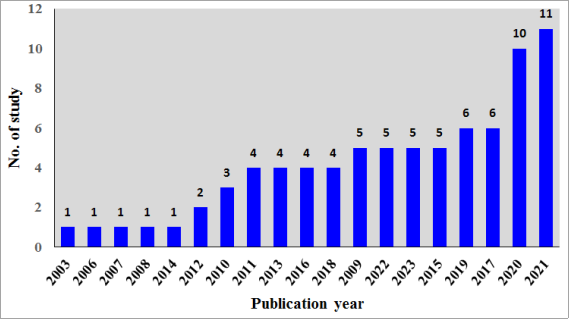
Figure 4. The number of studies conducted in the last two decades (2003 to 2023).
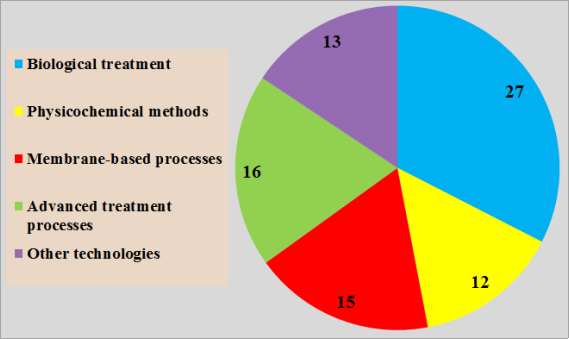
Figure 5. The number of studies based on the processes used in the reclamation of ORE.

